後加工說明
每種加工程序各需要3~5%左右的耗損,一種加工放數至少30張,發合版未加放數,數量不足屬正常,不得為扣款或退貨之由。
-
上光 查看價格(開新視窗)
-
-
上亮膜
上亮OPP膜不僅讓成品色澤亮麗鮮豔,也可暫時防潑水防塵,加強厚度與耐久度。但為避免彎曲現象,上膜紙張不宜太薄(銅版紙需150g以上/尺寸最小為A3)。
-
上霧膜
上霧OPP膜為名片增添霧面質感,可暫時防潑水防塵,加強厚度與耐久度。但為避免彎曲現象,上膜紙張不宜太薄(銅版紙需150g以上/尺寸最小為A3)。
-
絲絨膜
展現絲絨般觸感及奢華質感,較傳統做法更不易刮傷,無論是視覺或觸感都讓人驚艷的明星商品。但為避免彎曲現象,上膜紙張不宜太薄(銅版紙需150g以上/尺寸最小為A3)。
-
拉絲膜
具特殊絲狀金屬質感,保護作用之外更有令人驚嘆的質感。但為避免彎曲現象,上膜紙張不宜太薄(銅版紙需150g以上)。
-
閃光膜
表現點狀極度閃爍的特效,令人眼睛為之一亮的視覺效果。但為避免彎曲現象,上膜紙張不宜太薄(銅版紙需150g以上)。
-
局部雷射
隨著光線與角度的不同,顯現不同的顏色光彩(圖樣為示意,無法挑圖樣,敬請知悉),適用200g以上的紙張/尺寸最小為A3。
-
局部上光
客戶需上局部的稿件部份需製作K100%黑稿,可依照客戶指定的形狀上光,使印刷品局部獲得光澤度。建議加選上霧,先上霧再上局部以凸顯局部的效果(銅版紙需150g以上/尺寸最小為A3)
-
上UV光
為液體上光的一種,塗佈紙張表面,採UV乾燥形成如同紙張本身的光澤感(不抗UV)(銅版紙需150g以上/尺寸最小為A3)
-
刮刮樂(銀色)
需先上亮膜後才較好刮除,客戶需上刮刮樂的稿件部份需製作K100%黑稿,可依照客戶指定的形狀製作刮刮樂※刮刮樂顏色為銀色。(銅版紙需150g以上/尺寸最小為A3)
-
相紙膜
獨有的珍珠光效果,反光呈現細緻顆粒狀,不易沾指紋,透露出高雅質感,適用於數位個人化商品,非預設商品請另外詢價。
- 局部上光報價不含上霧膜費用,因此製作局部上光,須註明是否上霧膜,並自行加放數。
- 刮刮樂的報價不含上亮膜費用,建議另加上亮膜否則會不易刮除刮刮樂。
- 上光適用150g以上的銅版紙,低於此磅數紙張過薄易捲曲無法製作。
- 局部上光需附黑稿製作上光網片,黑稿的填色為K100%,勿做灰階或漸層,尺寸需精準(要與印刷成品尺寸相同,成品效果才能非常準確)。
-
局部上光稿的位置離四邊最少留2cm以上,若少於2cm可能造成上光上不滿,也避免裁切時局部破裂情況發生。
-
局部上光加工:面積超過50%以上~75%以2倍計價;面積超過75%以上以3倍計價。
基本價一樣900元,版費一樣1200元。 - 局部光文字請勿小於8pt,線條勿小於0.57pt(0.2MM),文字太細小或複雜的圖文加工後效果不佳。
- 加工約有0.5~1mm的位置誤差,恕不得以此為退貨理由。
-
霧膜不會反光,給人沉穩的感覺,但材質適性的關係成品表面較易有刮痕的問題,建議避開深色的設計。
-
拉絲及閃光膜因材質適性不適合燙金、打凸、軋型等加工,會有金箔無法附著及脫膜的現象。

-
上亮膜
-
裝訂 查看價格(開新視窗)
-
- 價格以「台為計算單位」;「台」的定義為,每張紙可以摺出的頁數稱為一台,例如4、8、16頁等(如需摺32頁,紙張須為80g道林或100g以下銅版)
- 橫式及成品尺寸直A6(不含)以下尺寸裝訂,每台裝訂價格為單價的兩倍;騎馬釘基本價會員為1800元、同行2000元,膠裝基本價會員為3500元、同行3800元,穿線膠裝基本價會員為4500元、同行4800元。
- 歐姆釘裝訂時,依騎馬釘的單價計算,每本加收1元,基本價會員3000元、同行3500元。
- 線圈裝訂(以黑、白兩色為主),最大孔數為46孔,書本最大厚度為1.5cm。
- 膠裝及穿線膠裝書籍裝訂加摺封口時,封面展開尺寸小於75cm每本加1.5元,會員基本價500元,同行基本價800元。封面展開尺寸75cm以上需開刀模製作,裝訂費用請洽各區廠務部。
- 12、20、24頁需以兩台計算。(撿頁騎馬釘不適用)
- 紙張磅數較厚時,所摺的頁數較少,例如200g的紙張,一台最多為4頁。
- 150g以下銅版紙張,且為64頁以下適用於騎馬釘,64頁以上建議膠裝。
-
撿頁式的騎馬釘,是以每張(四頁)為一台進行撿頁裝訂例如要裝訂A4的書籍,就要把內頁與封面裁成4頁一台,按照裝訂順序撿頁後釘上釘子而成,最小進紙尺寸為A5(釘完直式A6)。(無法製作橫式尺寸)

- 加工約有1~3mm的位置誤差,重要圖文請距離裁切邊5mm以上。
-
騎馬釘裝訂成冊後,封面書背上下側邊緣會有破裂的狀況,尤其頁數越多、紙張越厚會越明顯,請確認可接受再下訂。

-
摺紙 查看價格(開新視窗)
-
-
印刷品上光後需摺紙時,價格計算為:
1.單面上光摺紙:按摺紙項目的單價X1.2倍。
2.雙面上光摺紙:按摺紙項目的單價X1.5倍。
3.按摺紙項目計算後,再乘以上述倍數,若不滿其上光基本價,需依上光摺紙的基本價計價。 - 發印摺紙時請確認摺紙的尺寸,所有摺法摺後成品寬度不能小於70mm,如6摺以上的摺紙,尺寸在A4以下會過小無法摺過多摺數。
- 摺紙的紙張厚度在16條以上或上光後的紙張,需先做「壓線」再摺紙才能降低紙張破裂,但無法保證壓線後再摺紙不會破裂;不能兩個方向的摺紙,因容易造成紙張破裂(如十字摺、彈簧摺再對摺等),厚度達25條之紙張只能壓一線對摺,30條以上無法進機器,手工摺需另外報價,壓線再摺紙需計算兩者費用。
- 彈簧摺最多摺8摺,摺後成品寬度不能小於70mm;十字摺最多為4摺,若十字4摺,不能反向摺,摺後成品寬度最小尺寸不小於A6,紙張厚度的條數必須在8~10條。
- A4以下(A4、16K、A5等)的尺寸,無法製作複雜的摺紙,發稿時,請另外洽詢。
- 150g銅版雙面上膜,僅能摺一摺,二摺以上需作壓線,註:上膜後的紙張較厚,容易不準、紙張會翹;美術紙張有紋路,建議先壓線再摺。
- 摺數5摺以上摺紙,困難度較高,耗損會增加,需多加放數到6%以上,以避免數量不足。
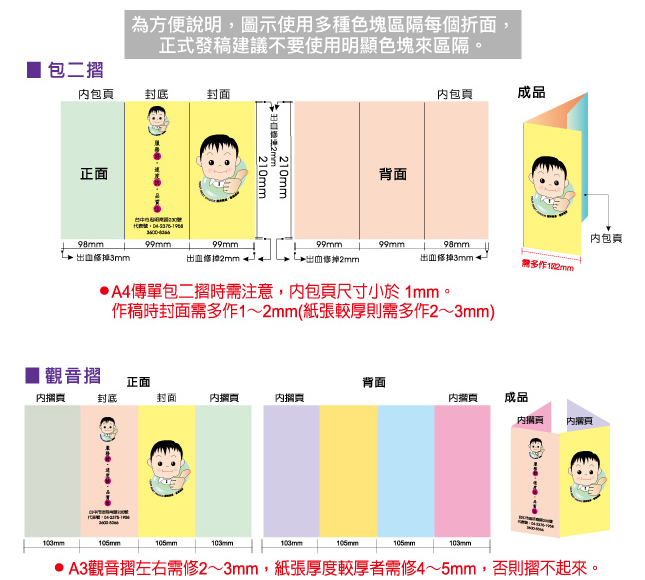
- 加工約有1~2mm的位置誤差,建議製稿時不要使用明顯的色塊來區隔摺面。
- 特殊尺寸的摺紙加工天數會比一般單純摺紙加工交件日長。
-
包二摺及觀音摺【摺紙注意事項】
-
印刷品上光後需摺紙時,價格計算為:
-
刀模 查看價格(開新視窗)
-
-
新開刀模的報價會因複雜度及模數影響價格。
例:會員客戶在340×220mm裡面製作橢圓形共10模,價格計算為140元×10模=1400元。 - 被軋型材質若為塑膠時,建議改用「日本刀」,日本刀的刀模價格,以刀模報價的1.3倍計算。
- 刀模越複雜、模數越多或者刀模越大時,刀模費用越高,為避免爭議,發稿前請先針對刀模及軋工估價。
-
新開刀模完稿時,刀模線的填色一律為K100%,並請注意出血位置,每模與每模之間出血位置約5~6mm為佳,如圖。

- 新開刀模完稿時,請注意刀模線及預留咬口位置,如圖;發稿時請連同印刷檔案一併發件。
- 一般新開刀模時,皆預設為「正面軋型」使用,若要「背面軋型」時,請特別告知,以免開錯刀模。
- 開新刀模時,請告知被軋型的材質及厚度,以方便製作正確的刀模。
-
刀模若需廠內代為保管期限約半年,並在期限內未有使用紀錄,刀模即歸還。

- 客戶自備刀模如非一般木頭刀,例如蝕刻刀、塑膠刀,軋型費需另外報價。
- 開新刀模來稿僅收K100%向量檔,如提供圖片檔案無法製作敬請知悉。
-
新開刀模的報價會因複雜度及模數影響價格。
-
軋型 查看價格(開新視窗)
-
- 軋型價格為軋貼紙、卡紙、海報,若軋塑膠材質(名片合成卡、厚卡、霧透、全透、3D/ 海報墊板類...等),例如:全透卡名片1~4模,每張1元,名片5模以上,價格表 x1.5倍,基本價800元。
-
平盤大型軋型報價每款刀模內拼模數最多為8模,若超出8模時,每1模每張多加0.05元。
例;10萬客戶製作12模的刀模,軋型1000張時,價格則為;550+4(12模-8模)x0.05x1000張=750元(總價)。 - 平盤大型軋型價格需符合自動平軋條件的刀模才能適用此價格,如需240x360mm以上至400x340mm以下軋型,每千車800元,基本價800元,其餘非表列尺寸,一張1.2元,基本價1千元。
-
同次發印同款貼紙,套用同一刀模且一併軋型的定義:為同一檔案發印(即同筆訂單數量、紙張材質、尺寸相同),可合併計算張數軋型。
例:GH公司發印同仁貼紙,共有三人,每人500張,軋型數量則為1500張,計算則以2000張計算。若發印3500張時,價格依照4000張計算,依此類推。 -
套用公版刀模時,請將印刷品放於頁面左邊,刀模線放在右邊,並標示刀模編號,以免軋錯,如圖。

- 加工約有0.5~1mm的位置誤差,恕不得以此為退貨理由。
- 客戶自備刀模如非一般木頭刀,例如蝕刻刀、塑膠刀,軋型費需另外報價。
- 貼紙軋型為半斷,成品邊緣會有多餘紙邊,若需連同離型紙一起軋斷,請於發印時註明軋全斷;一般紙張軋型後會有與紙邊廢料的連接點,紙邊會有不平整問題,製作前請知悉。
-
裁切 查看價格(開新視窗)
-
-
貼紙名片印刷模數為「N」,裁切模數為N+1以下時,裁切免費。
例1:印刷模數為3M,裁4M時,不用裁切費。
例2:印刷模數為3M,裁6M時,每500張,會員收100元,同行客戶收150元。 - 裁切模數高於表上模數時,請另外詢價。
-
所有項目最小裁切尺寸不得小於3cm,執意裁切導致品質瑕疵,恕不得為退貨理由。
例:2M大尺寸為9.2X11.2cm或18.4X5.6cm,即裁切模數無法超過6~9M以上。
1M大的貼紙,只接受對裁或一刀修的三等分裁切,小於上述尺寸,請開刀模加工。 -
底色相同才能一刀修,底色不同時必須兩刀裁修,完稿時必須注意。如圖說明。

- 裁切約有 1~2 mm 的誤差,恕不得以此為退貨理由。
-
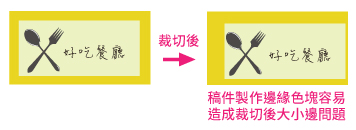
請避免做外框設計,如須做外框設計,出血尺寸須為 6mm。偏差 1~2 mm 屬於正常範圍,恕不得以為退貨理由。
-
貼紙名片印刷模數為「N」,裁切模數為N+1以下時,裁切免費。
-
貼紙背刀 查看價格(開新視窗)
-
- 背刀數量1500張時,依照2000張計算;背刀數量3500張時,價格依照4000張計算,依此類推。
- 貼紙背刀尺寸最小為20x20cm,最大為79x79cm。
-
背刀的意思為割底紙,方便使用者撕掉離型紙。

- 如需指定背刀方向時,需事先告知,否則依照本公司工作製作。(名片式貼紙恕無法指定方向)
- 高黏度貼紙及超黏度貼紙如需背刀 建議上光,其它材質的貼紙不適合背刀。
- 貼紙背刀2刀之間距離最小不能低於1.5cm。
- 同方向一次最多只能背10刀,超過10刀與貼紙背刀方向不同,須2次計費。
-
- 半膠貼紙適用材質
珠光系列貼紙,透明系列貼紙、厚銀龍貼紙。 - 半膠貼紙加工限制
半膠貼紙使用軋型方式製作,無法使用雷射切割客製造型,非公版尺寸需另開刀模,皆需加收刀模費用。 -
半膠貼紙製稿 (圖式說明)
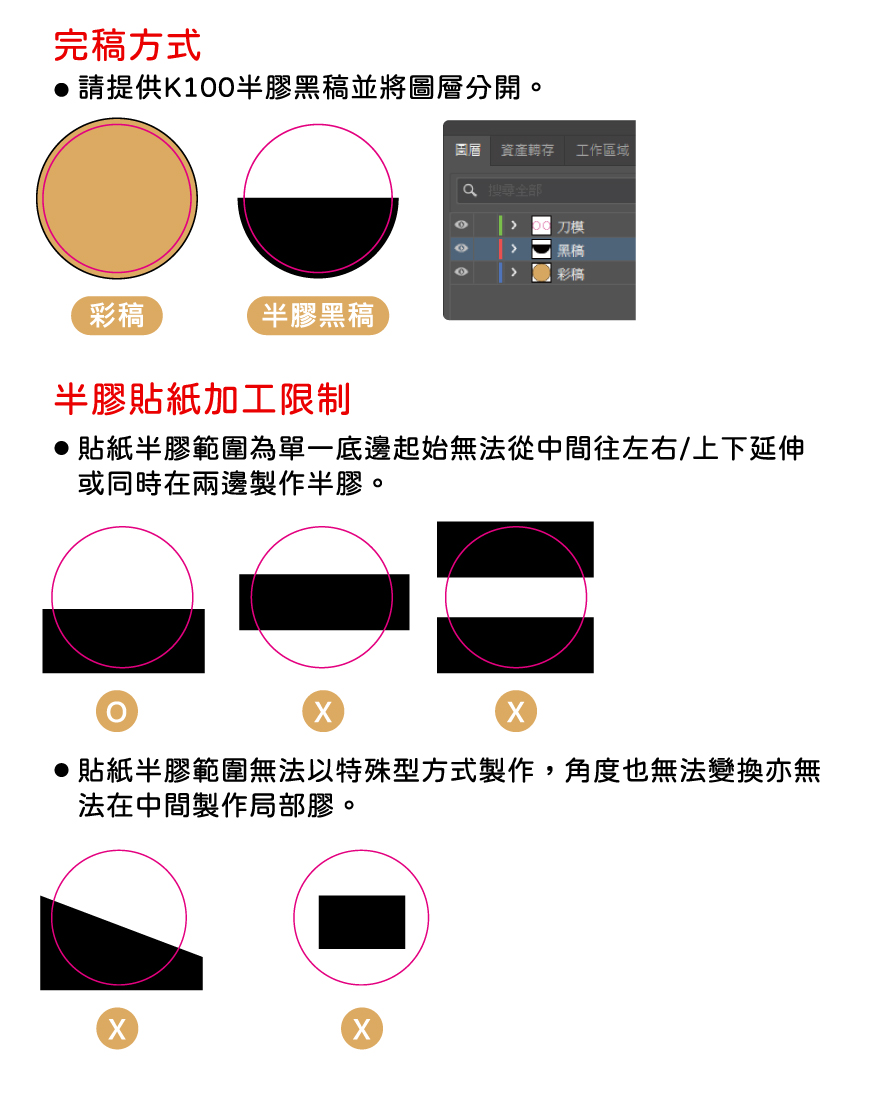
- 半膠貼紙適用材質
-
流水號 查看價格(開新視窗)
-
騎縫線流水號
- 300G(厚度30條)以上紙張較厚,如需製作流水號建議改燙金流水號,不適用此報價表格。
-
騎縫線和流水號同時製作時,若騎縫線為平行直線(一線到底),則取兩者較多的組數計價。
例如:5組流水號加4條騎縫線平行直線(一線到底),則需看5組的價格。 -
騎縫線和流水號同時製作時,若騎縫線為平行線段(非一線到底),則需以兩者相加的總組數計價。因線段和直線的『製程』不一樣,必須分開計價。
例如:5組流水號加4條騎縫線平行線段(非一線到底),則需看9組的價格。 - 騎縫線兩條或兩條以上若非平行線,如有垂直( )或交叉(+),其價格需參考騎縫線加流水號總組數,金額依表價x2倍。
- 價格報價尺寸為21x29.7cm( A4 ),其它尺寸請另外詢價。
-
不滿加工數量時,需以次一級的數量價格單價計算;例如加工數量為3000張時,需以2000張單價計算乘以3000張。
例:10萬會員,製作A4稿件內含兩組流水號3000張,價格計算為:0.38(2000張單價)x3000張=1140元。 - 流水號加工方式為從大號碼做到小號碼,如果雙面印刷要製作流水號,號碼做在背面時第一張為最後一號,如須順號回來必須另收跑車費$200元/仟張。
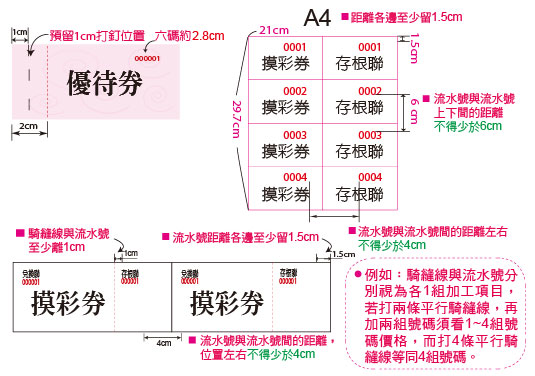
- 每組流水號與流水號間的左右距離需4cm以上,上下距離6cm以上;騎縫線與流水號間距須留1cm以上。
- 上光後印件無法套印流水號,需以「平燙流水號」製作,費用請另外估價。
- 只打騎縫線時價格與流水號相同。
- 騎縫線非為平行之騎縫線(例如九宮格等)時,價格需另外報價。
-
號碼組數如為5~8組時,指同一張A4不能超過8組號碼;如A4摸彩券最多4模2組號碼,如圖,同版面可做4模,號碼為0001~0004各2組號碼,依此類推。
- 如需排相同號碼3組以上,或更多號碼組數時,需另外報價。
- 套印流水號顏色只能為紅色,深色底或紅色系的設計套印流水號會不明顯,建議製作淺色色塊。
- 流水號尺寸4碼-21x7mm、5碼-23x7mm、6碼-28x7mm。
- 如需英文字母如「NO」請直接製稿印刷,無法套印,且需離紙邊1.5cm。
套印流水號
- 名片套印流水號只能在9.2X5.6cm至9X20cm的尺寸裡製作,每張每次只能打一組數字號碼(每組號碼為四~六碼),若需兩組號碼須製作2次,以2次收費。
- 套印流水號顏色只能為紅色,深色底或紅色系的設計套印流水號會不明顯,需英文字母請直接製稿印刷,無法套印。
- 雙亮、雙霧、局部上光、合成紙、珠光紙、磨砂卡等有上光或塑料的紙張,均無法套印流水號(有做上光處理的那面)。
- 流水號號碼的高度為4mm,請預留6mm以上高度,長度:4碼=15mm,6碼=20mm。
- 名片炫卡、雙層雷雕、三層雷雕因紙張較厚,如需製作套印流水號請洽客服估價。
平燙流水號
- 平燙流水號最多打6碼數字,若要打英文碼,須製作兩次,價格以兩次計價。
- 名片燙金流水號報價一律為金色或銀色,若改為紅金、藍金或綠金時,依價格1.2倍計價。
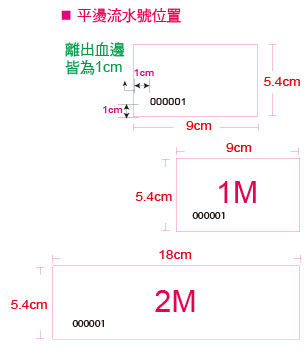
- 平燙燙金流水號位置上下、左右需離出血邊1CM以上,才能打流水號。
- 上UV光過的印刷品及磨砂類的印刷品均無法製作燙金流水號。
- 3D名片、貼紙如需平燙流水號,請另詢價。
-
需更大尺寸或打2組流水號,請另外詢價。
-
糊頭、打釘製本 查看價格(開新視窗)
-
- 糊頭製本,上下需加牛皮紙時(未包頭,書背可看到膠),每本加3元,基本價100元。
- 加作厚紙板,每本2.5元,基本價100元。
-
糊頭或打釘製本,撿頁收費方式(撿頁費基本價100元):
1.不同內容(限10款版面(含)以下)製成一本(未)有加流水號,每本酌收1元/本。
2.內容相同而未加流水號,每本酌收1元/本。內容相同而有流水號,即不收撿頁費。
3.不同內容(10款版面以上)製成一本 (未)有加流水號,撿頁費部份需另外報價。
例:3萬客戶印製A4海報4000張,內拼4模,每50張糊成一本,且需為包頭製本時,價格計算為:
糊頭製本費用:4000張×4模÷50=320本,320本×1.2元/本=384元
撿頁費用:4000張×4模÷50=320本,320本×1元/本=320元
包頭製本費用:4000張×4模÷50=320本,320本×3元/本=960元
總費用為:384+320+960=1664元 -
糊頭.打釘製本加流水號時,請另加流水號價格。(如不加放數,事後成品會不足本數)
例:十萬客戶印製A4海報500張,內拼4模,每100張糊成一本,且需加流水號時,價格計算為:
糊頭製本費用:500張×4模÷100=20本,20本×1.2元/本=200元(因低於基本費$200元)
流水號費用:500張內拼4模,十萬價格為400元
總費用:糊工200+流水號400=600元
※若印刷未額外加放數,加工仍需從印刷品中預抓30張為上機放數,實際成品張數約為470張,如客戶指定糊頭100張為一本,加工數量則為400大張,完成的本數為16本,餘紙則不加工歸還,若事後餘紙需追加加工,費用則另外酌收 - 單本糊頭(打釘)張數少於30張時,或糊頭尺寸小於A6時,需另外報價。
-
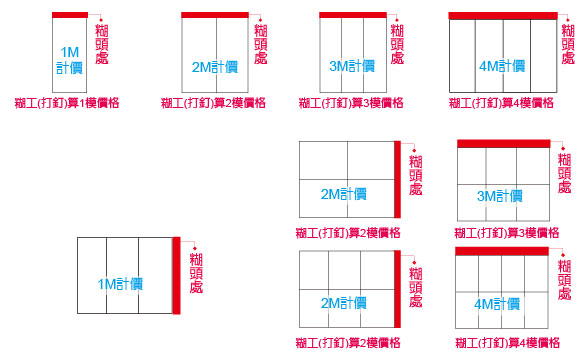
價格是依印刷尺寸A4或16K內拼需能一次完成加工的模數報價(先以A4或16K尺寸加工完成後再裁切成小模,而非裁小模後才以小模製作糊頭或打釘製本)。
例:A4內拼多模上方糊頭,則依內拼模數單價計算;因一次糊頭後再裁切,就能完成多模加工品,如圖。
例:A4內拼3M糊右側,需依1模計算;因糊右側只能一次糊一模,其他二模需裁開後才有辦法製作,如圖。
- 糊頭製本的定義為依照客戶指定糊頭的地方,糊膠固定為一本,因此在書背處可看到上膠的痕跡。
- 糊頭製本或打釘製本,如改為包頭製本(書背看不到膠)時,需另外報價(封面為60P以下牛皮紙無法製作)。
- 打釘製本時,每本打2支釘子;若尺寸小於G32K時,每本打一支釘子。
-
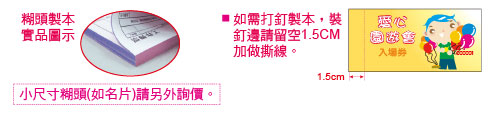
打釘製本建議搭配撕線(騎縫線方便後續使用)。小尺寸糊頭(如名片)請另外詢價。
-
壓線、騎縫線 查看價格(開新視窗)
-
- 壓線或騎縫線加工價格若不滿基本價時,以基本價收費。
- 壓線或騎縫線的加工價格,皆為平行線,垂直線時,以2次加工計費。
- 壓線或騎縫線6線以上,建議開刀模軋行。
- 壓線或騎縫線加工時,線與線之間的距離,以及距離紙邊無法低於20mm。
- 印刷成品除騎縫線外,需做糊頭、打釘製本時,請參考「糊頭、打釘製本」價格計費。
- 紙張厚度不滿12條(100g~150g)紙張太薄,不建議壓線;厚度在16條(190g~500g)以上摺紙前建議先壓線可減少紙張破裂的問題。
- 印刷品的尺寸為長菊對(840×297mm)製作觀音摺,無法直接壓線,須以「軋型」方式製作,軋型每張1.2元,基本價1000元。
- 2模名片大(56×184mm),或印刷品長短邊落差過大,直接壓線容易偏斜,建議以拓模或開刀模軋型方式製作為佳。
-
機器尺寸限制如下:
小台:100x100mm至420x297mm
大台:210x297至790x790mm
長短邊有一邊不符時,則無法製作。 - 兩次以上的加工,易有偏移的問題,若有多條壓線或騎縫線,建議開刀模軋型製作。
- 長短邊落差大時,長邊長度為短邊兩倍(含)以上,建議開刀模製作。
- 加工約有1~2mm的位置誤差,恕不得以此為退貨理由。
-
打凸 查看價格(開新視窗)
-
- 打凸版費計算公式為:面積[(長cm+1cm)X(寬cm+1cm)]÷6.4cm²X18X2,未滿基本價以基本價計。(1平方英吋=6.4平方公分),長寬計算皆為無條件進位到小數點第一位。
- 打凸費用為單價x數量,即為總價,不滿基本價按基本價收。
- 紙張200g以上打凸後邊緣會有裂開狀,並非瑕疵品。
- 同時做軋型跟打凸時須先做打凸再軋型,打凸效果不明顯為正常。
- 打凸在同等印刷形狀表面,不得要求準度。
-
打凸/打凹版若需廠內代為保管期限約半年,並在期限內未有使用紀錄,燙版即歸還。
- 開新打凸版來稿請提供K100%向量檔,如提供圖片檔案堅持製作,可能會造成成品瑕疵無法退補敬請知悉。
- 打凸線條請勿小於0.5mm。
- 加工約有0.5~1mm的位置誤差,恕不得以此為退貨理由。
-
燙金、套印 查看價格(開新視窗)
-
- 燙金版費計算公式為:面積[(長cm+0.5cm)X(寬cm+0.5cm)]÷6.4cm2X21,未滿基本價以基本價計。(1平方英吋=6.4平方公分)
- 燙金費用為單價x數量,即為總價,不滿基本價按基本價收。
- 燙金或燙銀價格一樣若改燙玫瑰金、紅、綠、藍、黑、霧金、霧銀時依價格1.2倍計算,改燙白金時依價格3倍計算。
-
上光後(亮膜、霧膜、絲絨膜)的商品如需燙金時,依價格1.3倍計算,基本價為$500。
舉例說明:
5盒彩色貼紙類上霧貼紙的開新版單面燙玫瑰金(燙金面積2.7X7.5cm)燙金費用計算面積為2.7X7.5=20.25cm2
版費=[(2.7+0.5)X(7.5+0.5)]/6.4X21=84元→未滿基本價200元以基本價計
燙費=20.25(面積)X0.04(單價)X500(張)X1.2(倍)玫瑰金X1.3(倍)上光燙金=632元
此筆燙金費用共收200(版費)+632(燙費)=832元(未稅) - 套印信封,如印製色塊、漸層、灰階或兩色(含)以上,須出PS版,每色每塊版$350元,但無法套印螢光色、金色、銀色。
- 上UV光、局部上光及磨砂卡的印刷品均無法製作燙金。
- 海報產品或塑膠類材質如需燙金時,請另外估價。
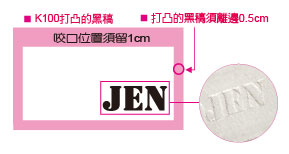
- 製作燙金黑稿時,須預留咬口位置。
- 有紋路的紙張、圖案或文字太小時易有斷線及糊在一起狀況。
-
燙版若需廠內代為保管期限約半年,並在期限內未有使用紀錄,燙版即歸還。

-
燙金版請提供K100%向量檔,如提供影像檔導致成品瑕疵,恕無法受理退補,敬請知悉。
- 線條及間距請勿小於0.5mm。
- 要燙金的圖紋請勿印出或是燙金需套圖紋,無法保證燙金準度。
- 加工約有0.5~1mm的位置誤差,恕不得以此為退貨理由。
-
導圓角 查看價格(開新視窗)
-
- 全透卡、霧透卡、3D卡如需導圓時,邊緣較不圓滑並且有毛邊的狀況,建議開刀模軋型成品會較好,如不開刀模直接處理會效果不佳。
- 一併導圓合併計價的定義:同次發印相同印件(如海報、貼紙等),套用同一導圓R角且為同一檔案發印(即同筆訂單數量、紙張材質、尺寸相同),可合併計算張數導圓。
- 導圓角分為大、小兩種,大圓(約7.5R)適用於墊板及海報,小圓(約5R)適用於VIP厚卡及名片。
- 成品尺寸短邊小於4cm無法導圓角。
-
完稿不需做圓角效果做直角即可,下圖為示意圖。
-
打孔 查看價格(開新視窗)
-
- 如打3mm直徑的孔請離邊至少3mm,若打4mm直徑的孔,請離邊至少4mm,依此類推。
- 500P厚卡、3D卡、全透卡、霧透卡如需打孔時,邊緣較不順暢,建議開刀模軋型成品會較好,如不開刀模直接處理會效果不佳。
- 圓孔直徑為3、4、5、6、7、8、10mm八種,發件時請註明孔徑。
- 請在打孔位置的中心點上,畫上十字號以利於打孔對位。
-
厚卡(VIP卡)加工 查看價格(開新視窗)
-
- 每多一種加工多一個工作天(不含六、日)。
- VIP厚卡若做直式或特殊尺寸時,流水號不能打凸,只能平燙。
- 打凸流水號、局部燙金及簽名條需在相對位置做黑稿表示。
- 簽名條基本價300元;同次發印(同筆訂單數量、紙張材質、尺寸相同),可合併計基本價。
- VIP厚卡非正規1模大尺寸不含導圓角加工,若需要圓角因屬塑膠材質不適合直接導圓,建議開刀模軋型。
-
700P VIP厚卡
1.700P VIP厚卡如遇條碼密碼、局部燙金、刮刮樂、磁帶,需另加4個工作天。
2.700P VIP厚卡無法開普通刀模軋型或打孔,如需軋型請另外詢價。
3.平燙流水號顏色為:銀色或金色(二選一),打凸流水號顏色為:銀色、金色、無色(三選一)。
4.流水號尺寸大小:4碼(14x4mm),5碼(18x4mm),6碼(22x4mm),超過6碼請洽客服部報價。
5.流水號皆為順號製作,若需跳號請洽客服部估價,相關說明詳見流水號製稿須知。
6.700P VIP厚卡可做特殊印刷(非4色印刷):特殊的金、銀、透明卡印刷或彩色網版印刷...等,皆需由客服部估價,歡迎客戶提供樣本以利估價。
7.【變動資料】:變動資料必須為相同底紋且僅提供文字變動,製作數量高於20張時,即可提供Excel檔以利於製作,若低於20張時,每張版面請自行完稿,每張印刷面可隨著職稱、電話、人名不同而變換製作(圖案不包含變動資料內)。
8.刮刮樂面積 若大於卡片1/3,請另洽客服估價。 -
700P VIP厚卡/全透卡
1.可同時製作四種變數(變動資料),等於編號、名字、區域、代號等不同資料可同時出現在一張卡面上。
-
- 燙金在40X100mm內 (並須離四邊30mm以上)。
- 名片袋加裝須離四邊30mm以上。
-
- 若只有上下牛皮紙糊頭,書背會看到紅色的膠。
- 聯數分開是指如為二聯單,第一聯只出現會計聯,第二聯出現客戶聯。
- 如未製作厚紙板,建議請做上下牛皮紙以保護內容物。
- 如有非上述條件的加工請另外詢價。
- 有選擇打釘時,製稿請在裝訂邊依規格尺寸內留空15mm。
-
- D、E款請下載版型製作。
- D款:頭卡與OPP袋以訂書針方式組裝。
- 所有款式的扇子皆可加購。
-
- 請至【版型/表單下載】下載版型製作,並與原發印檔壓縮在一起後上傳。
- 重要圖文請避開刀模線,建議離邊3mm以上。
- 糖果袋因加工製程在側邊會有些微皺褶,係屬正常現象。糖果袋包裝網站/價格表商品圖示僅供參考,以實際成品為主。如袋子稍大成品裝進去有晃動情形,無完全符合屬正常,不在退貨範圍內。
- 大眼睛昇華織帶鑰匙圈、昇華熱轉印織帶鑰匙圈僅適用「吊卡」包裝。
-
- 基本割型: 正圓/橢圓/正方形/矩形/圓角矩形。
- 特殊割型: 星形/愛心/花邊...等特殊形狀。
- 割型最小範圍5X5cm,壓克力最小範圍20X20cm,刀模線間距2cm。
- 單張拼模正常矩型裁切2模以上屬於多模裁小張。
- 壓克力材質修邊需割型。
-
- 特殊護膜最寬為120公分。
-
- 布管加工請備註布管直徑並預留加工範圍EX:直徑5公分布管,預留邊:5X2+1=11cm。
- 透風帆布壓邊、包繩、加工過程會產生微焦黑現象,此為正常現象。
-
- 布管加工請備注布管直徑並預留加工範圍EX:直徑5公分布管,預留邊:5X2+1=11cm。
- 燈布若要車膠條,圖面需擴膠條位置,膠條寬度13mm,厚度3mm。
-
- 雙面噴印偏移3-5mm為正常現象。
- 製稿時線條設定最小值必須設定0.3MM,文字最小值8PT,反白字12PT以上。
-
- 銅扣可於加工備註註明位置 ex:銅扣上3下2或者四角銅扣。
- 切斜角折線(V刀)為後折90度使用,請在圖稿內備註折線標記。
- 背刀為往前對折,方便收納、運送使用,請在圖稿內備註背刀標記。
- 裱雙面正背面誤差3-5mm皆屬正常現象。
- 若裱板長度超過板材最大尺寸,需接板。接板後,PVC會對折包裝,PVC有折痕皆為正常現象。若無法接受折痕,請修改尺寸。
-
- H展架、注水雙面展架、易拉展須套用公板。
- 若布類、帆布類,做H展架、注水雙面展架的圖面施工,需另計算車布管費用。
-
- 掛軸加工與安裝邊需每邊多各2cm EX:安裝邊90cm 則掛軸長度需94cm。
- 重要圖文請離加工邊1~2公分安全距離。
- 掛軸最長309cm。
- 若帆布超過200cm,不建議組裝掛軸(重量太重會脫落)。
-
- 白墨加工請檔案增加白墨黑稿圖層。
- 白墨加彩墨輸出請備註白墨上下層位置。
- 若白墨在上,彩稿請鏡射。
- 特殊加工彩白彩請另電洽詢。
- 白墨加工材質不可上膜。
-
- 銅扣為無邊貼適用帆布、板材加工。
- 單、雙邊貼適用相紙類與布類加工。
- 板材打銅扣會凹陷屬於正常狀況。
- 10MM厚度板材不適合打銅扣。