常見問題
色彩相關問題
-
影像軟體製稿中,需先選定正確的色彩模式,例如印刷為主要選擇 CMYK、8 位元模式,網頁為主則要選擇RGB、8 位元模式
◎ 馬上線上製作
-
如果您是第一次來雲端數位網印東西,歡迎您使用馬上線上製作選擇您需要的商品進行製作。我們「馬上線上製作」提供您多種樣版選擇,直接在線上編輯,存檔即可訂購。
「馬上線上製作」採用RGB模式,您可以直接匯入數位相機拍攝的照片、或您喜愛的圖片,不須再做任何處理。 更多編輯器使用教學請參考:前往詳細圖文教學
更多編輯器使用教學請參考:前往詳細圖文教學
◎ 網路交件送印
-
如果您今天希望用網路交件送印功能發印稿件,則需要使用繪圖軟體製作CMYK模式的檔案。倘若使用不同的色彩模式發件,有可能因為轉換的誤差而印出與預期不符的顏色。

-
如果您是第一次來雲端數位網印東西,歡迎您使用馬上線上製作選擇您需要的商品進行製作。我們「馬上線上製作」提供您多種樣版選擇,直接在線上編輯,存檔即可訂購。
-
-
電腦顯示器與印刷品成像原理不同:
電腦螢幕顯示器是以RGB色光成像,而印刷品是以CMYK印刷四色模式,因成像原理不同,螢幕顯示與印刷成品的多少存在著色彩差異。
此外,就算是電腦螢幕,因不同品牌型號及個別色彩設定參數,也會造成顏色觀看上的不同。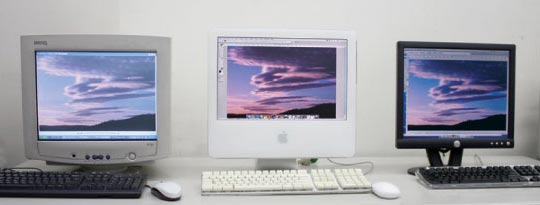 ▲ 相同圖片在不同螢幕上,顏色表現會有差異
▲ 相同圖片在不同螢幕上,顏色表現會有差異
圖示請以實際印刷成品對照參考,網頁顏色呈現僅供參考。 -
印刷品的紙張與加工方式:
不同紙張有不同顯色效果,同一個印刷檔印在不同材質上,如銅版紙或道林紙,會造成不同的印刷效果與成色,這是屬於材質的物理特性,若印在有底色的紙張上(如黃牛皮紙),當然會有更大的色差;另外,在紙張上進行後加工,如上亮膜或霧膜,也會影響成色。
在印製前,可以在主要視覺色上以色票核對建立色彩基準,雖不可能避免印刷色差,但可降低色差風險。
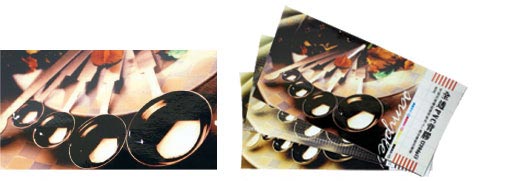 ▲ 大圖輸出的紙張因材質不同,顏色表現與印刷品差異無法當做色樣
▲ 大圖輸出的紙張因材質不同,顏色表現與印刷品差異無法當做色樣
- 重複印刷的印件每次都需附色樣印刷,如遇蘋果綠、深咖啡、紫色、橘色等顏色需多加50~100張放數,才能盡量避免色差。
- 螢幕或噴墨列印稿的顏色,無法作為印刷顏色樣本,對顏色要求嚴格者,請附樣印刷,否則無法因色差問題退貨。
-
對顏色要求請先發數位銅版樣或附樣印刷(數位銅版打樣對色的紙張,須同樣為銅版類紙張顏色才準確);同一檔案在不同次印刷因控墨量問題,色彩都有差距,色差10%左右屬正常,舊檔再印,須附上正確色樣(在一定時間內在本公司發印的檔案、相同紙張才不會因為氧化變色)印刷供對色之用,且需多加50~100張放數以避免色差過大的問題。

- 舊檔再印稿件,本公司無法從審稿中得知色樣與檔案顏色是否一致。
-
電腦顯示器與印刷品成像原理不同:
-
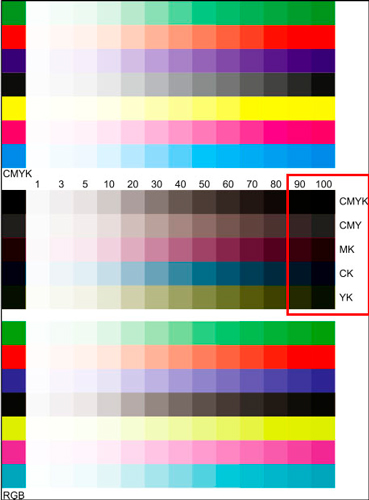
A:常有客戶說印刷顏色不夠黑,除了是紙張表現因素外,主要原因為印刷色序為K→C→M→Y,先印上黑色版後再上其他色版。
如下圖, CMY100 、 CK100 、 MK100 、 YK100 雖然都有 K100 ,印樣卻不黑,便是因為其他顏色的色版疊印的結果。如需印出純黑,請將色塊調成k100。
-
填色K100的色塊或線條,皆為黑色直壓,不能襯有其他顏色,以免造成疊印。如要避免直壓填色請設C1M1Y1K100或K99,如圖。
 ▲ 設計原稿填色為K100(圖左),印刷結果會變成黑色直壓(圖右)
▲ 設計原稿填色為K100(圖左),印刷結果會變成黑色直壓(圖右)
圖示請以實際印刷成品對照參考,網頁顏色呈現僅供參考。
-
A:Word、Excel、Powerpoint等Office文書處理軟體並非印刷專用軟體,轉成PDF印刷時,單色黑會變成四色黑、單純灰色則會變成四色組成的灰色。所以發印時容易有色差或者一款多色的狀況產生;要解決四色黑、四色灰的問題,請先調整為單色黑或單色灰的設定為佳,若不調整檔案,要達墨色穩定則需多印200~300張左右,因此請自行加印數量。
 圖示請以實際印刷成品對照參考,網頁顏色呈現僅供參考。
圖示請以實際印刷成品對照參考,網頁顏色呈現僅供參考。
-
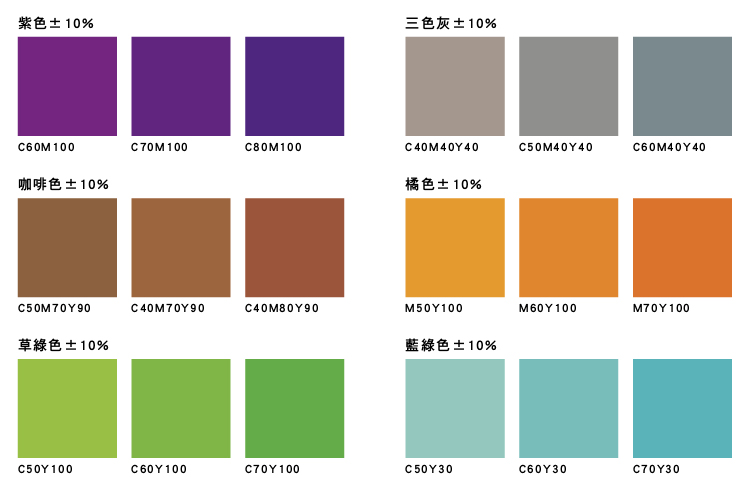
常見的敏感色為咖啡色、橘色、藍綠色、紫色、三色灰等幾個顏色。而之所以被稱為敏感色是因為這幾個顏色大都由二色以上調配,印刷過程中的放墨量有幾個百分比的差異時,就容易有視覺上的顏色差異,而被稱之。如希望顏色較為精準者,建議以獨立版方式或特別色印製為佳。
-
-
輸出設備不同,顏色表現會有不同,而健豪各類商品將視印刷數量及品項決定印製機器,若對顏色有特別要求者,請以獨立版印製為佳。
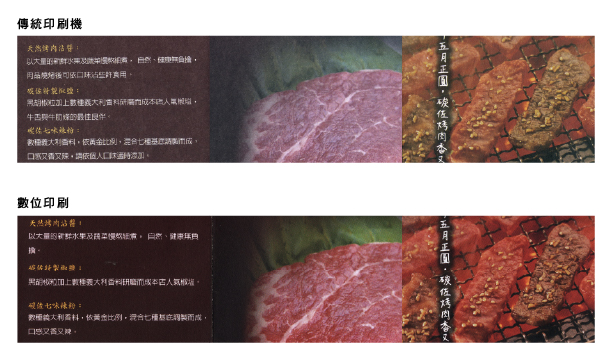
- 大圖相關產品因輸出設備(不同廠牌的機器)、墨水、材質影響,即使是用同一檔案,在不同次的輸出時, 仍會有色彩差異。
-
輸出設備不同,顏色表現會有不同,而健豪各類商品將視印刷數量及品項決定印製機器,若對顏色有特別要求者,請以獨立版印製為佳。
-
A:紙張,就是印刷的「被印物質」,每種紙張本身的質地不同,有的顯得光滑亮麗、有的則為樸拙沒有光澤 感。所以即使運用相同的圖檔印刷,也會因為選用的紙張,本身吸收油墨多寡的特性不同或紙張顏色不同 ,而有不同的顯色效果
例如: 萊妮、安格、象牙、頂象牙、道林等紙張因無塗佈處理,印刷後的顏色顏色顯得收斂、樸拙;而塑料材質 如合成、全透、霧透、珠光貼、透明貼、靜電貼、透明資料夾等材質適性,墨色會較為暗沈,如需較亮色彩 ,請自行調整案顏色。
材質品項多,如未詳述,依實際材質適性為主
-
A:常見印刷品有做「上光」處理,上光指的是在印刷品上方附上一層薄膜而稱之。而這層薄膜的效果常見的 為「亮膜」或「霧膜」,薄膜本身有顏色、且有厚度之分,當覆蓋在印刷品上時,就會影響下方印刷品原 先所顯現的顏色。 如下圖,可以充分看出上光前後的顏色差別
加工上膜材質,如貼紙、雙霧、雙亮、絲絨、局部上光等印刷後再覆膜的印件,皆無法預估上膜後的顏色; 因已加工所以附樣印刷時,無法在印刷當時預估上膜後的顏色,即使附樣印刷仍無法達到無色差狀況。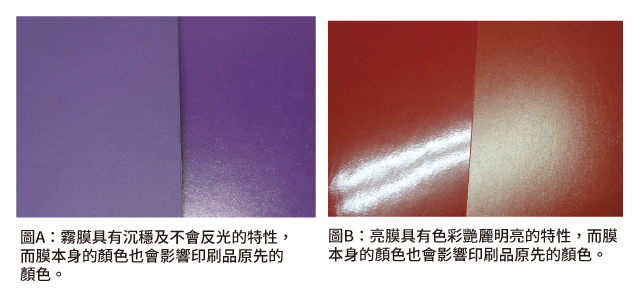
-
A:正確色樣的定義為在同公司發印、時間為一個月內、發印同紙張、使用同油墨且無上光的印刷成品;因此不在以上標準內時皆無法當作正確色樣。
各家印刷廠使用的油墨、紙張不同,非本公司承印物件,恕無法作為對色樣本。 -
- 填色請勿低於8%,減少因顏色太淺而未印出的可能性。
-
A:影像軟體製稿時,請先選擇正確的色彩模式,正確印刷色彩模式為CMYK。若客戶一開始以RGB模式完稿,在送印時在轉換CMYK的模式時,一定會產生色差問題。
以CorelDRAW舉例,完稿後RGB轉CMYK的方法:
假設客戶原始圖檔為RGB點陣圖,輸出時請依照下列步驟完稿:-
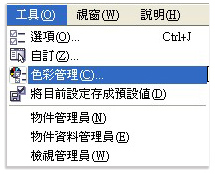
請在功能表列選擇「工具」>「色彩管理」
-
注意橘色線段,請依照下圖範例,更改橘色線段設定分色印表機描述檔為Japen - Color 2001 Coated,且確定橘色線段都有勾選。

-
請在功能表列選擇「點陣圖」>「CMYK色彩」。

-
之後會跳出對話框,按下「確定」即可。
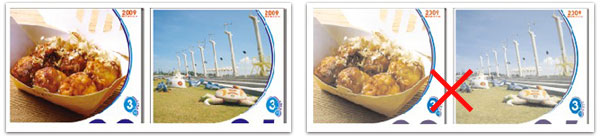 ▲ 原圖(圖左),色彩管理未設定,顏色變得不飽合失真。(圖右)
▲ 原圖(圖左),色彩管理未設定,顏色變得不飽合失真。(圖右)
-
請在功能表列選擇「工具」>「色彩管理」
-
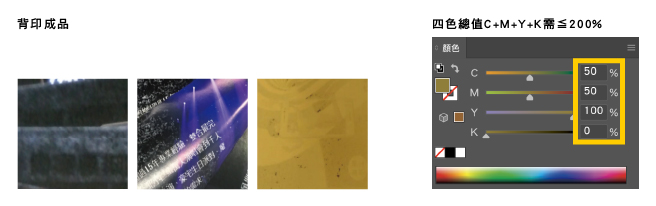
- 「背印」是指墨色太重致印刷面的印件轉印到下張紙的背面(如下圖左)
- 設計時階調總值請勿超過200%以上的填色(如下圖右)。尤其是RGB轉CMYK時黑色的部份易形成四色套印,若階調總值過大時需利用Photoshop影像軟體特別處理。
-
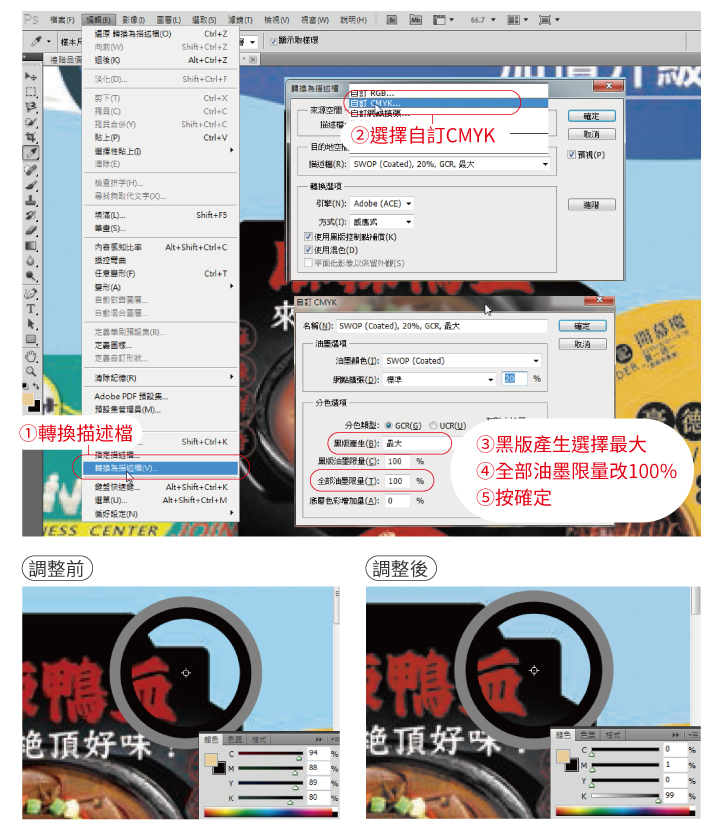
透過GCR讓灰色成分替代降低墨色:
- 打開PhotoShop軟體
- 利用轉換描述檔,流程請見下圖說明
-
-
滿版色塊(大範圍只有單一色塊無論深淺)在印刷時容易造成鬼影及滾輪痕跡或印墨不均問題,若客戶執意發印無法因印刷瑕疵而退補;尺寸在2K(含)以上或數量在4千(含)以上因成本考量,發印需另請廠務估價,無法以合版價格計算敬請見諒。
-
滿版色深色稿件如需加工時,常見的問題如下
A.軋型或裁切的邊緣易露白。(如下圖左)印刷成品若是滿版、深色時,由於與紙張白色纖維的對比明顯,易在裁切及軋型邊緣看出紙張纖維撕裂。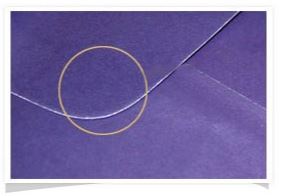 B.磨砂及彩鑽產品
B.磨砂及彩鑽產品
 C.摺紙:(如下圖右)尤其以模造類材質、上UV、局部及磨砂後的紙張更為明顯;另外薄紙反覆摺紙的摺數過多時,紙張厚度會因此增加,更容易導致紙張纖維破裂,更是設計者需要注意的問題。
C.摺紙:(如下圖右)尤其以模造類材質、上UV、局部及磨砂後的紙張更為明顯;另外薄紙反覆摺紙的摺數過多時,紙張厚度會因此增加,更容易導致紙張纖維破裂,更是設計者需要注意的問題。
-
滿版色塊(大範圍只有單一色塊無論深淺)在印刷時容易造成鬼影及滾輪痕跡或印墨不均問題,若客戶執意發印無法因印刷瑕疵而退補;尺寸在2K(含)以上或數量在4千(含)以上因成本考量,發印需另請廠務估價,無法以合版價格計算敬請見諒。
-
頁眉色差原因如下:
- 非同版面印刷:相同顏色在不同一面版印刷,有可能被版面其它的內容物顏色影響。
- 紙張透光:紙越薄透光率越高,正反面顏色越容易相互影響。
- 敏感色:每個色版即使只落差一點點數值,視覺上就會落差很多。
 無論是獨立版或是合版方式印刷 ,書籍型錄在每一頁設計相同顏色的頁眉色塊時,如有色差恕 不受退貨。
無論是獨立版或是合版方式印刷 ,書籍型錄在每一頁設計相同顏色的頁眉色塊時,如有色差恕 不受退貨。
-
-
被印材質若本身就非白底,則電腦螢幕上設計稿面的白色區塊與文字物件將以被印材質本身的顏色呈現。
非白/非米白底紙材
A.合版/數位印刷紙材:棉絮紙/銀箔/銀鑽/鑽石/黑卡/全透/霧透/描圖/色模造...等
B.貼紙類:透明/靜電/彩紅底/銀底/雷射/銀箔/亮銀龍/亮銀箔/反(消)銀龍/反(消)金龍/紋身貼/日本和紙...等
C.信封類:赤牛皮/黃牛皮/鳳花紋/粉紅骨紋/粉黃骨紋...等
D.扇子類:透明/霧透...等
E.資料夾/收納夾:L夾/U型夾/PP資料(收納)夾類...等
F.提袋系列: 原色棉帆布系列/復活節兔子袋...等
G.衣服系列: 所有彩T/圍裙系列...等
H.捲料: 全透PVC/乳膠半透(乳白,打燈用)/乳膠燈片(乳白,打燈用)/透明章魚貼/日本半透(乳白,打燈用)/日本全透/3M反光貼/紙基PVC壁紙/卡典西德(不含編號501)...等
I.板材/紙材: 透明壓克力/霧透卡/全透卡/棉絮紙...等
J.保溫瓶、杯子系列: 旋蓋式/掀蓋-銀色/子彈型/竹蓋-銀色/冰霸杯-銀色/吸管杯-銀色/保溫隨行杯-銀色/運動水壺/電鍍杯系列/土豪金/霧面/霧透/漸層閃光/搪瓷杯-黃/透明馬克杯/漸層玻璃杯/星光玻璃瓶...等
K.其他禮贈品: 不銹鋼開瓶器/寵物袋-亞麻/棉麻餐墊 ...等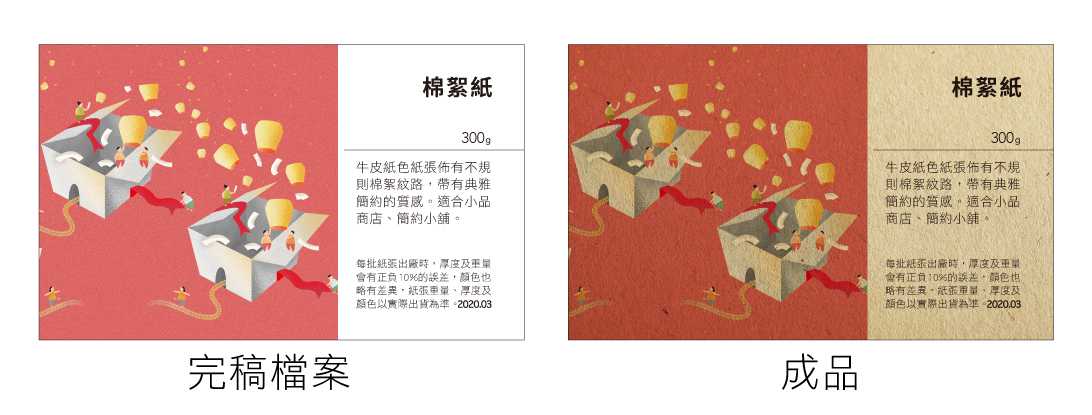
-
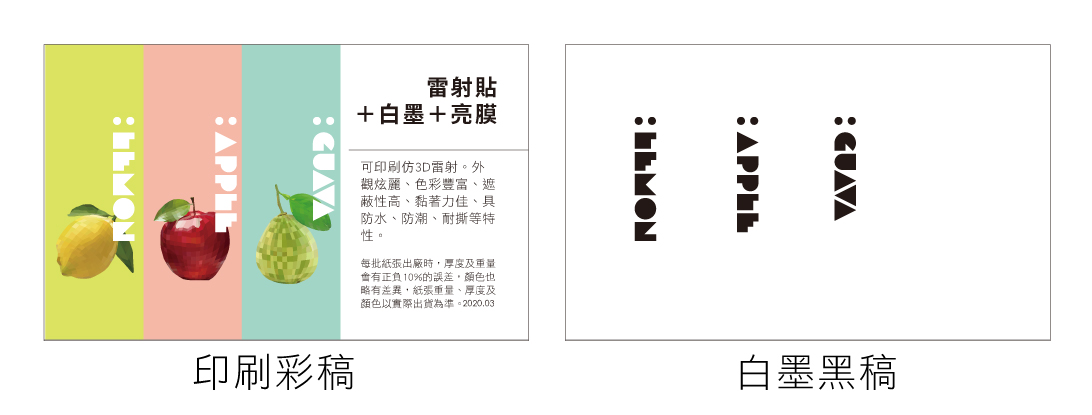
若商品本身有提供白墨印製的選項,則白墨位置需要額外獨立做出黑稿標示白墨印製的範圍圖樣與位置(與印刷稿相同的出血框大小,印刷稿放左邊,白墨稿放右邊,請勿將黑稿直接製作在印刷圖文上,以免直接以黑色印出)。
-
被印材質若本身就非白底,則電腦螢幕上設計稿面的白色區塊與文字物件將以被印材質本身的顏色呈現。
-
食物類偏『暖色系』感覺比較好吃。要印製的照片可以利用調整曲線『降低青色』或『加強紅色』讓食物變可口。
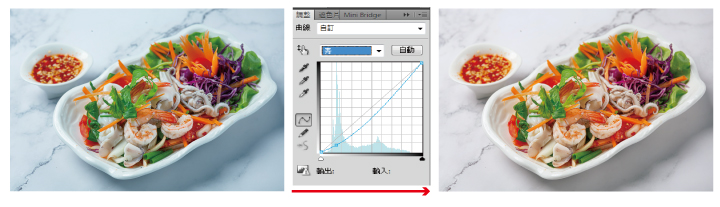 注意:若照片的墨色總值已超過200% 則建議調降青色。
注意:若照片的墨色總值已超過200% 則建議調降青色。
製稿完稿常見問題
-

-
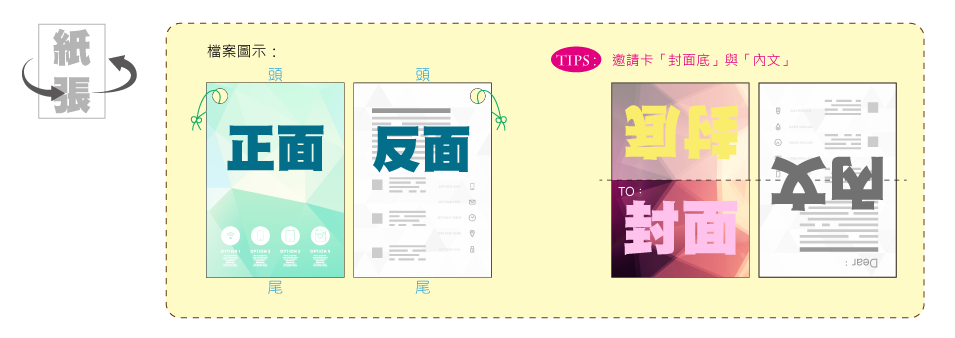
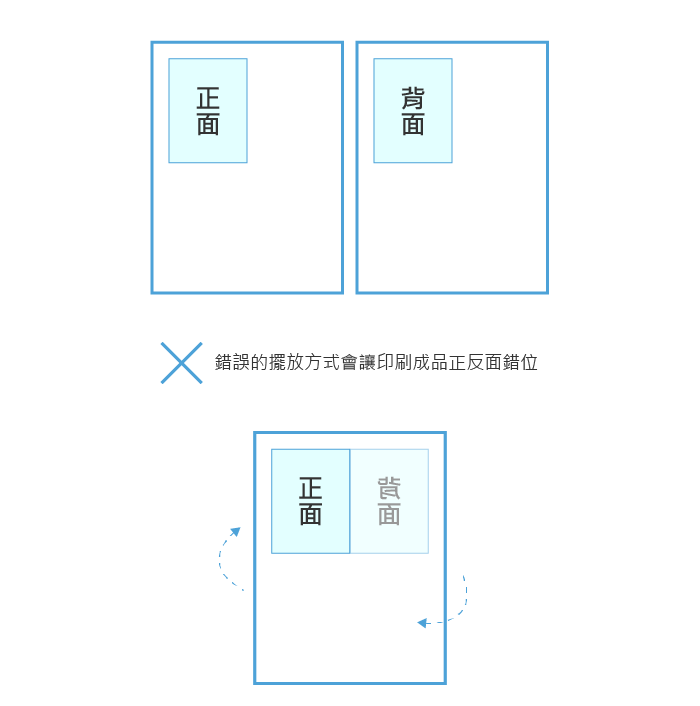
左右輪轉:
在印完紙張正面後,將紙張左右翻至反面,再印反面印紋。
※本公司為「左右輪轉」印刷,檔案方式如下圖。
 天地輪轉:
天地輪轉:
在印完紙張正面後,將紙張上下翻至反面,再印反面印紋。
-
彩色合版/數位印刷/獨立版印刷方式皆為左右輪轉拼版方式。
若印製雙面稿件,存檔時請注意方向,以避免認知錯誤造成錯印。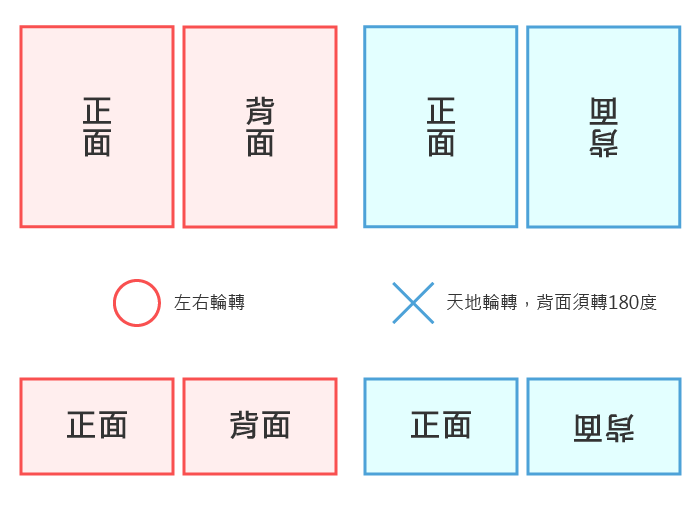
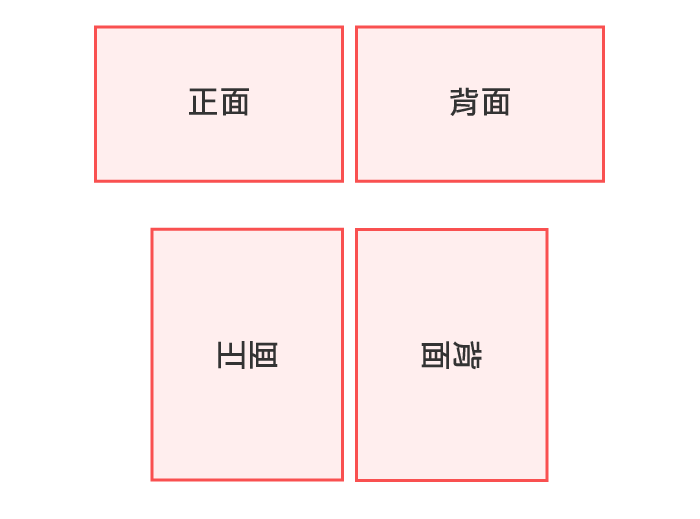
【不同方向之左右輪轉】
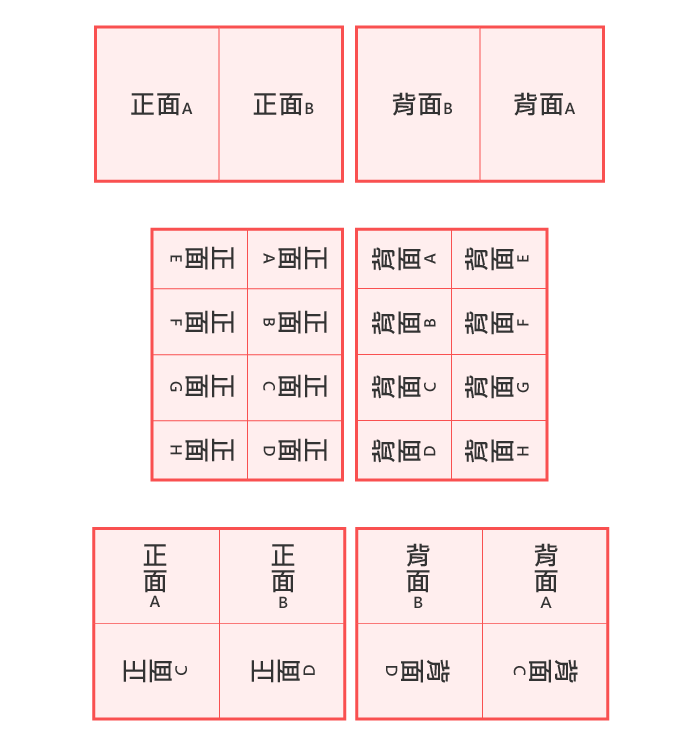
【多張/多款拼版之左右輪轉】
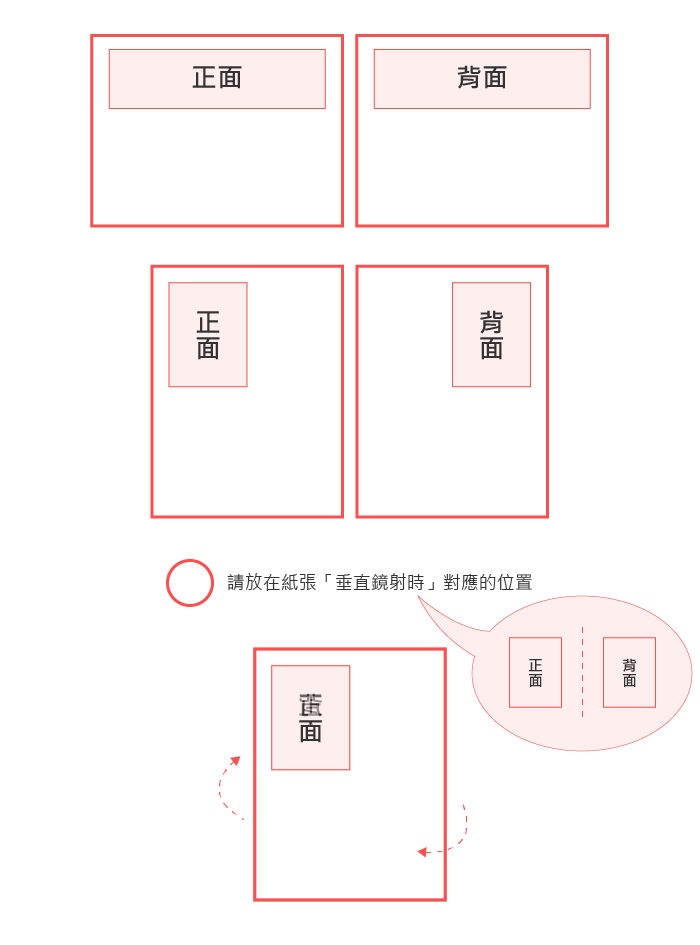
【版面未滿時的左右輪轉】
提示:可將正反面視為紙張「對摺」的兩邊,來對應稿件放置的位置與方向
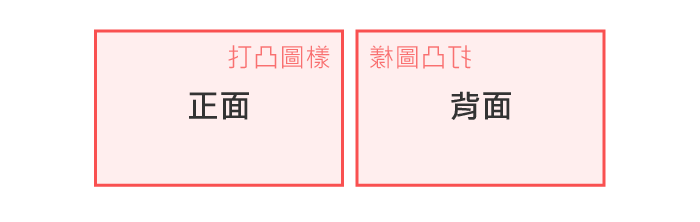
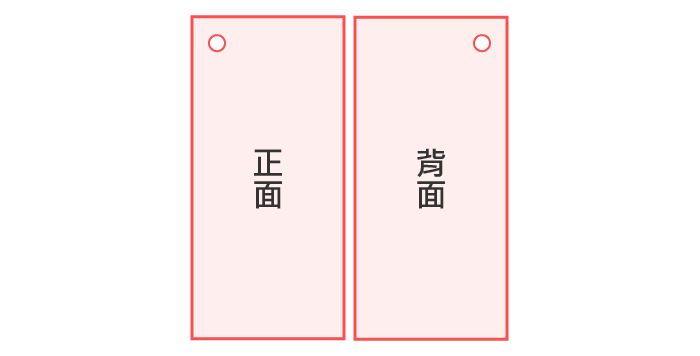
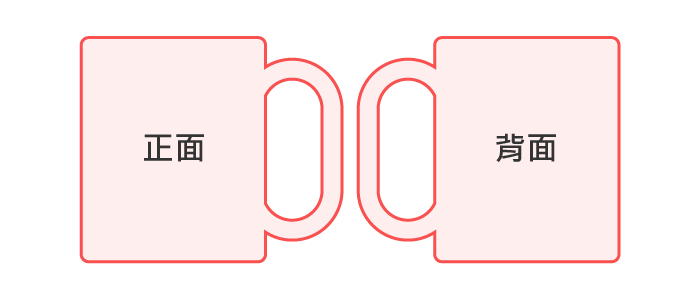
【加工正反面對應位置參考】
-
打凸加工會使另一面對應位置有打凹效果,製圖時應避開重要圖文。
-
打孔加工的孔洞位置會出現在稿件左右翻轉的對應位置上。
-
軋型加工如為不規則圖案,反面圖案形狀應為左右相反。
-
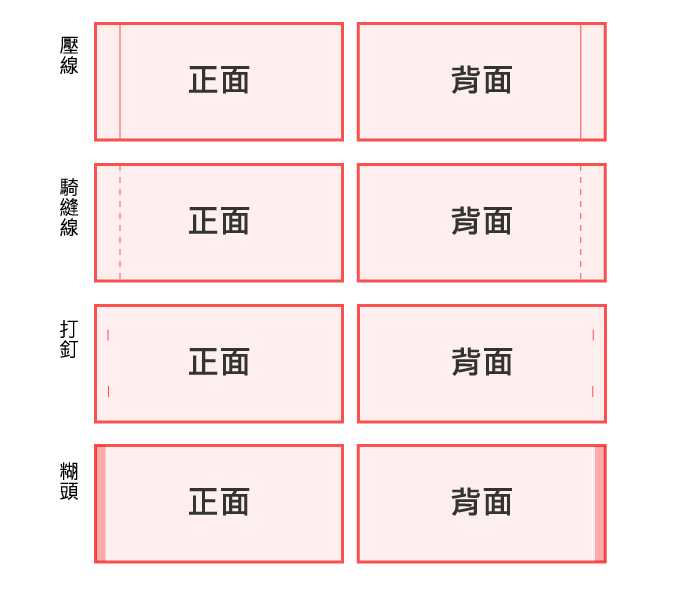
橫式稿件的壓線/騎縫線、打釘/糊頭加工,正反面加工對應位置會在相反邊。
【合版印刷印製邀請卡拼版方向參考】
-
打凸加工會使另一面對應位置有打凹效果,製圖時應避開重要圖文。
- A:每個電腦系統中的文字字體不同,若稿件中的文字未轉曲線或外框(將文字點陣化),當印刷廠沒有指定字型,字型便會在送往印刷過程跑掉。
-
A:
印刷後,因紙張伸縮的因素,在完稿文字的設定,若為七級以下,且為雙色以上或反白字的設定時,易發生套印不準的雙影問題,尤其為合成紙、珠光紙,如下圖。
 文字上的完稿,請遵照以下方式:7級以下的反白字,需為單一顏色的設定,例如C100、K100等等。反白字字體大小不得小於7級,小於7級時,容易很發生下圖圖左套印不準的問題。7級以下的字體,顏色為兩色以上的設定,易發生套印不準,如下圖圖右。
文字上的完稿,請遵照以下方式:7級以下的反白字,需為單一顏色的設定,例如C100、K100等等。反白字字體大小不得小於7級,小於7級時,容易很發生下圖圖左套印不準的問題。7級以下的字體,顏色為兩色以上的設定,易發生套印不準,如下圖圖右。
 圖示請以實際印刷成品對照參考,網頁顏色呈現僅供參考。
圖示請以實際印刷成品對照參考,網頁顏色呈現僅供參考。
-
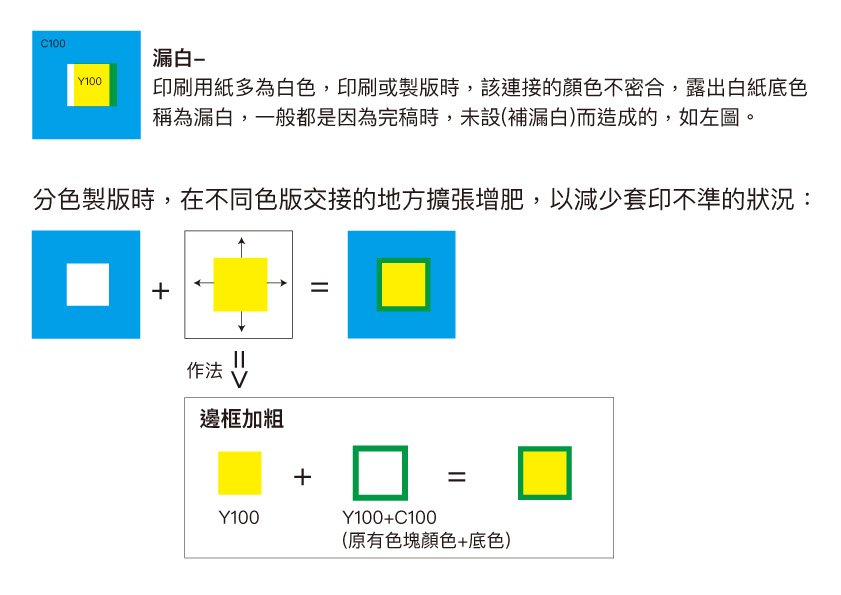
A:
印刷是由 4塊色版(KCMY)套印出來的,在套印過程中,難免有無法100%精準對位的情況,此時,若設計製作完全不同色版且相鄰的大面積色塊,便可能因些微的對位不準而露出白色底色,稱為「漏白」,如下圖。

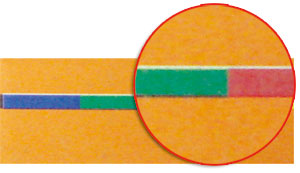
印前設計時,如何改善這個情況?
(1) 避免不同色版的大色塊相臨設計,並避免將非K100的細字放在完全不同色版的色塊上(如以上案例:C100的字放在M100的色塊上)
(2) 若真的必須作類似的設計,可以運用淺色色塊「漲邊」,降低「露白」的情況。(漲邊:將邊框加粗)
-
A:
外框線為極細線時,螢幕上可以看到線條,透過數位噴墨打樣也會被印出來,但可能因雷射光、版材、印刷機與紙張等適性問題而無法被印出線條過細的問題也無法在審稿過程中被發現,因此線條的設定最小值必須設定0.2mm(0.57pt)以上才可能印出。 -
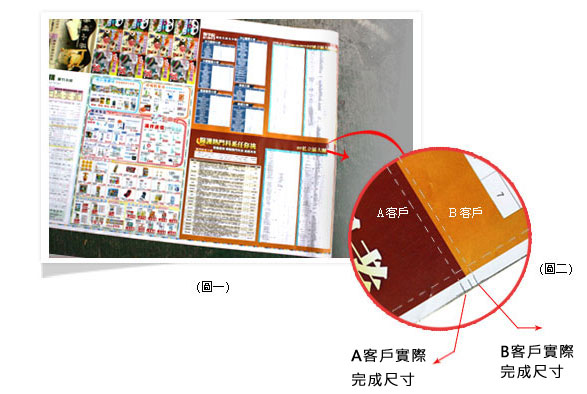
- 為了避免印刷品成品加工及裁切失準或留下白邊,必須請設計者在製作稿件時,於完成尺寸的四邊再多做1~3mm的保險區域(需將底色與背景圖案延伸到此區域),此區域我們稱之為「出血」。如此一來,裁切加工時裁掉出血區域,就不會影響到稿件的內容。
- 若有客戶指定要求含出血的尺寸當做成品尺寸,便可能會裁切到他人的稿件,所以無法實現這個要求。
-
出血的大小,必須視您發印的品項而定,例;名片為每邊1mm,海報也會視紙張厚度預留1~2mm,書籍內頁的出血尺寸則2~3mm。
-
A:存檔時請儲存AI預設的版本;若需要降轉版本時,請先將特效、漸層和透明度等點陣化處理,以避免成品與預期不同。
 ▲ 圖一為原版本打開影像。
▲ 圖一為原版本打開影像。
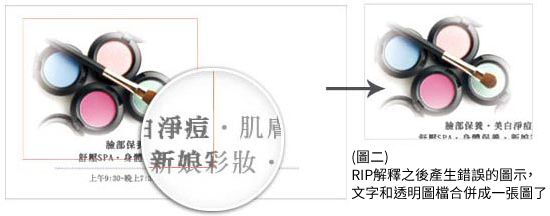
 ▲ 圖二為經過降轉在低階版本打開的影像。
▲ 圖二為經過降轉在低階版本打開的影像。
在較舊的版本中無法顯示更新版本的特效,因此在較舊的版本開啟同一個檔案時,可能會造成缺圖、掉字等錯誤而與原版本顯示的內容不同,所以在交付印刷廠時如需降轉版本,請先將特效、漸層和透明度等點陣化處理,才能保障印刷廠開啟檔案時顯示內容與內容相符。
本公司Adobe illustrator目前版本最高至CS5.5,若為CS5.5以上之版本請降轉存檔。 -
-
當設計者使用透明度特效增加設計美感時,請務必留意文字或向量圖稿的編排!如背景圖檔(包含有透明背景的點陣圖、濾鏡)因透明特效若設計者沒有留意到物件之間的順序編排是否正確,可能會導致RIP解譯不正常,以下附圖說明:

-
處理方式:將底圖和透明度選取按物件點陣化選白色背景(解析度建議設定300dpi以上)→再把圖片移到最下層(文字顯示最上層)

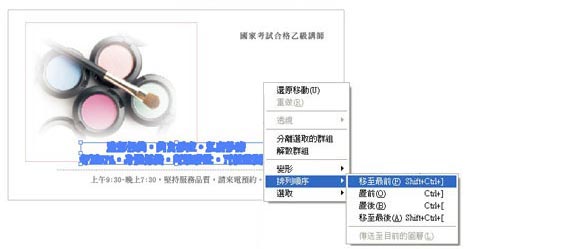
- 完稿時,請將漸層、透明度..等特效點陣化,並於發稿前再次檢查物件的順序。
-
當設計者使用透明度特效增加設計美感時,請務必留意文字或向量圖稿的編排!如背景圖檔(包含有透明背景的點陣圖、濾鏡)因透明特效若設計者沒有留意到物件之間的順序編排是否正確,可能會導致RIP解譯不正常,以下附圖說明:
-
- 一般印刷廠提供完稿用刀模線,常用顏色設定為M100,故如需自行繪製刀模線時,也須依循此設定。
-
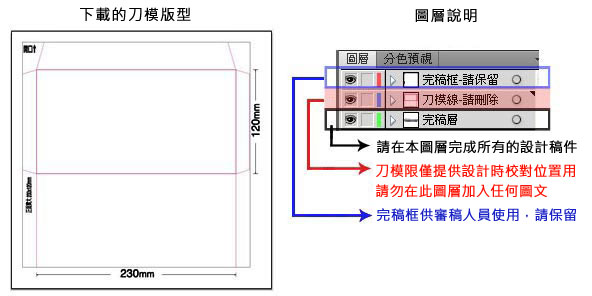
在健豪下載的版型檔案中,針對Adobe illustrator都有圖層標示說明,目的是讓使用者更便利的完稿及設計。
-
請客戶交付檔案給我們印刷時,切記勿在刀模層上做任何文字與效果,避免審稿人員誤以為是印刷之圖稿;也切勿將設計之圖文擺放到刀模層,使得審稿人員誤將它刪除而引發爭議。
 ▲ 發印時請提供正確的完稿檔案,且刪除刀模層
▲ 發印時請提供正確的完稿檔案,且刪除刀模層
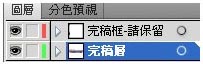 ▲ 正確的附件圖層
▲ 正確的附件圖層
-
-
若客戶要發印打流水號之產品,請在檔案右側另外標示註明流水號的加工說明,並將說明圖點陣化,以免與真正要印刷的稿件混淆。
稿件說明請包括:流水號打幾碼及位置?流水號起始碼?撕線打幾條及位置?下圖右方為需加工的說明指示,左方則為正確要印刷的檔案。
-
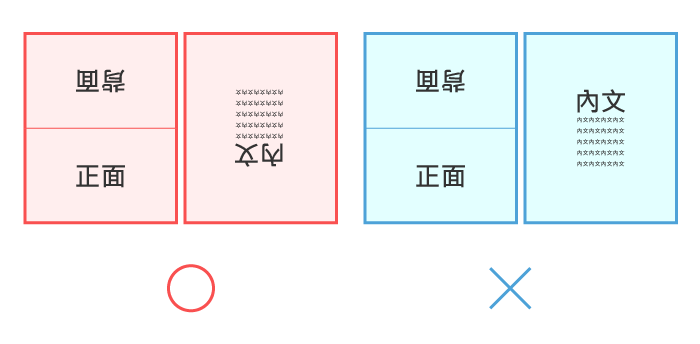
若客戶要發印摺紙、壓線。請在檔案右側另外標示註明摺紙、壓線的位置,並將說明圖點陣化,以免與真正要印刷的稿件混淆。
稿件說明請包括:封面、封底完成是在哪一面?摺紙、壓線的位置?下圖右方為需加工的說明指示,左方則為正確要印刷的檔案。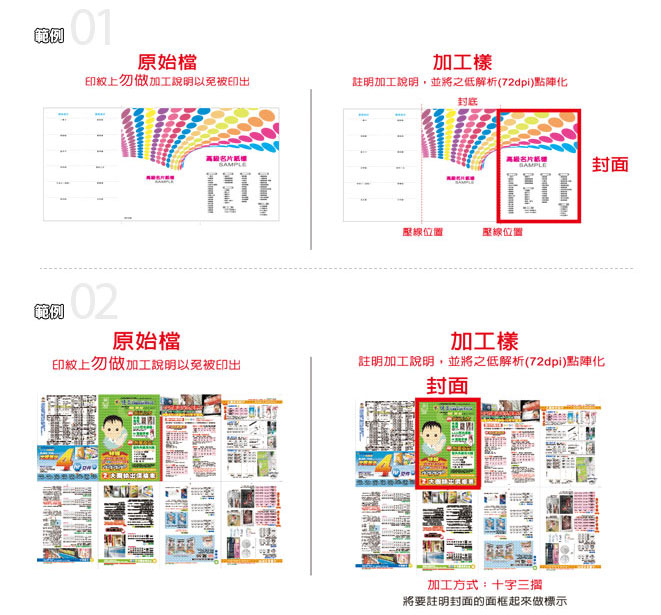
-
若客戶要發印打流水號之產品,請在檔案右側另外標示註明流水號的加工說明,並將說明圖點陣化,以免與真正要印刷的稿件混淆。
-
- 發檔時只提供所需的檔案即可,請不要放不必要的檔案,以免工作人員拉錯檔案,造成錯印,並請註明使用軟體及版本。
- 若有後加工,例如裁修、不裁、壓摺線等,請註明於檔名上。
- 檔案請自行作好再發印,恕本公司無法協助修改。
- 檔案不符合基本規定,一律以退件處理,若不願意被退件,執意印刷,恕不負印刷責任。
- 請客戶於送印前刪除不需要印製的內容(例如刀模線、標示...等物件),勿用隱藏、鎖定或不可列印方式,避免被誤印。
-
- 模與模之間需留6mm,以利入刀。
-
請依下列顏色區分軋型使用之刀材
舉例:
A. 黑色=為刀線
B. 綠色=壓線
C. 黃色=撕線(齒刀)
<卡紙> 好撕=1*1齒刀 or 3*1齒刀
好摺=3*3齒刀(或請另備註好撕、好折字樣) - 圖檔以線條顯示。
- 出血需做3mm。
-
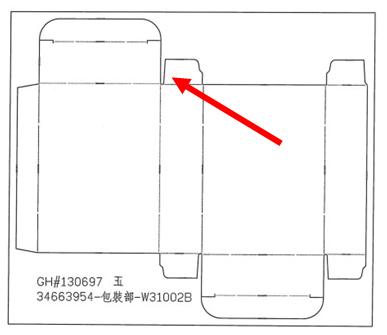
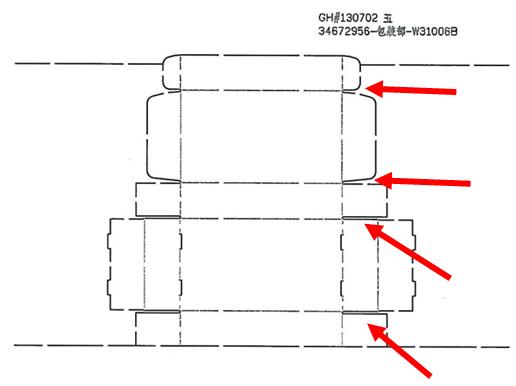
盒型一律做成此款耳朵U型(如下面圖檔顯示)
- 圓孔至少2mm以上。
-
郵票型狀的外框曲線無法製作。

- 刀模檔案勿套印刷圖,印刷對位圖與刀模檔案要分開。
- 過小的R角及尖角無法製作刀模。
-
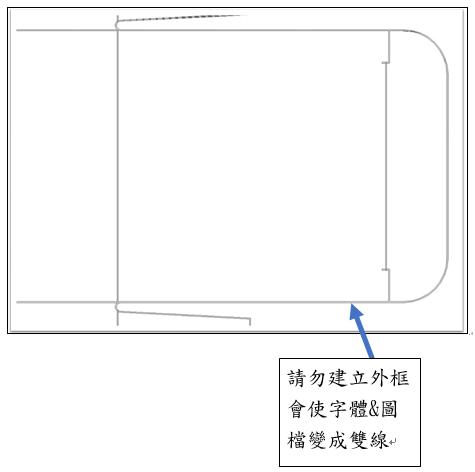
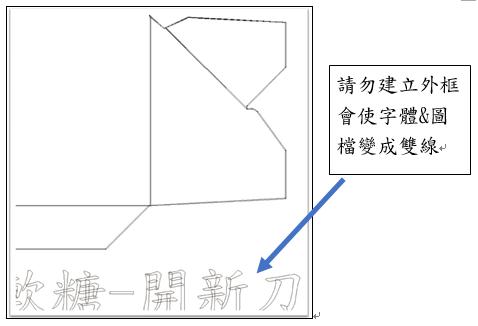
請注意以下情況,以避免產生方塊或雙線,刀模將無法製作:
A. 線條勿使用虛線,線條直接用直線
B. 勿使用偏移路徑
C. 圖檔及文字勿建立外框,下列範例圖示:
- 新開刀模完稿時,刀模線及預留咬口位置須1cm,且咬口留在長邊,其餘三邊離紙邊要6mm。(如圖)
- 新開刀模,皆預設為「正面軋型」使用,如須「背面軋型」時,請特別標註告知,避免開錯刀模。
加工常見問題
-
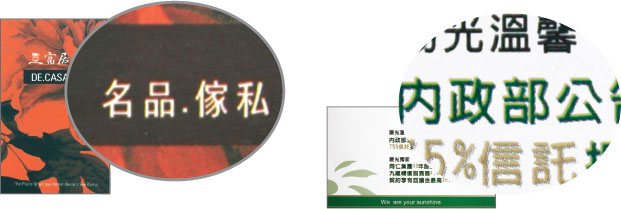
A:燙金是利用加熱將金箔轉印到紙張上,通常要選銅版紙、模造紙,如果是將燙金燙在合成卡、珠光紙、透明貼紙等沒有毛細孔的紙張(尤其大面積燙金時),金箔會因熱氣沒辦法排出,而產生如下圖的暈染,影響成品美觀。
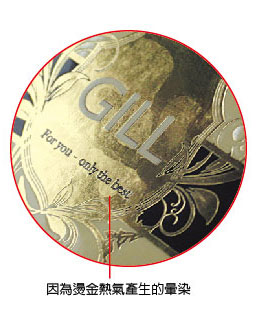 備註:沒有毛細孔的紙張,包含經上光加工後的材質,如上亮模或霧膜,一遇到大面積的燙金,同樣容易發生熱氣無法排出的問題,尤其是上亮模的紙張更為明顯。若紙張以經過局部上光,燙金的加工是無法再做在與局部上光相同位置的。
備註:沒有毛細孔的紙張,包含經上光加工後的材質,如上亮模或霧膜,一遇到大面積的燙金,同樣容易發生熱氣無法排出的問題,尤其是上亮模的紙張更為明顯。若紙張以經過局部上光,燙金的加工是無法再做在與局部上光相同位置的。
-
深色稿件如需加工時,常見的問題為軋型或裁切的邊緣易露白。(如下圖左)
印刷成品若是滿版、深色時,由於與紙張白色纖維的對比明顯,很容易在折口、裁切口看出紙張纖維撕裂。(如下圖右)尤其以模造類材質、上UV、局部及磨砂後的紙張更為明顯;另外薄紙反覆摺紙的摺數過多時,紙張厚度會因此增加,更容易導致紙張纖維破裂,更是設計者需要注意的問題。
-
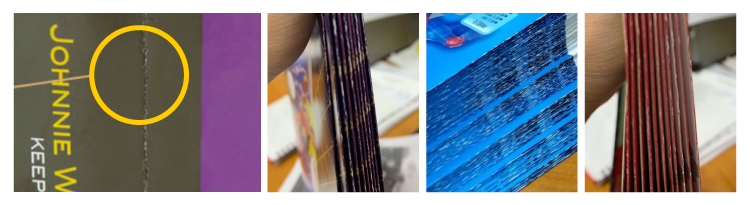
騎馬釘裝訂過程中,套台堆疊後書背已非平整,過三面刀修邊時,封面書背上下側邊緣會有破裂的狀況,尤其頁數越多、紙張越厚會越明顯,實屬正常現象。
。封面上光可以減輕破裂的狀況
。內頁厚度若超過2MM則建議改發膠裝
其 他
-
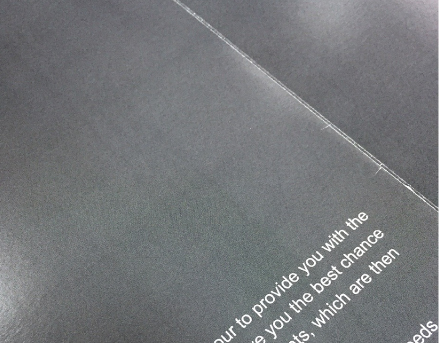
A:在深淺顏色對比強烈的設計稿上,容易在加工、裝箱以及運輸的過程中,印刷品相互摩擦產生如下圖上的髒汙。常見於封面封底設計顏色反差過大,導致深色底的面反印在淺色的面上。

最佳解決方法:- 建議客戶在紙張表面做上光處理,可以避免此問題。
- 使用UV油墨印刷,因為油墨已經固化不會轉印,亦可減少此問題。
-
A:頂級象牙卡屬未塗佈紙張,因紙張纖維明顯不建議做滿版或重墨色的設計,如下圖所示。

-
A:因紙張適性,易產生刮痕如圖,此為正常情形無法因此退補,請確認可接受再下訂。

-
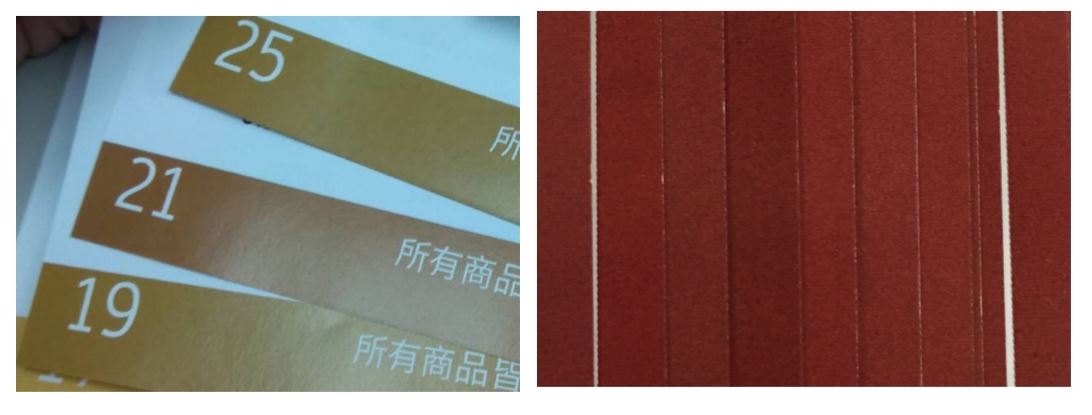
A:磨砂及彩鑽產品不宜於裁切邊作色塊,易造成裁切時油墨脆裂而出現鋸齒狀的白點,深色設計又最為明顯,如下圖所示。

-
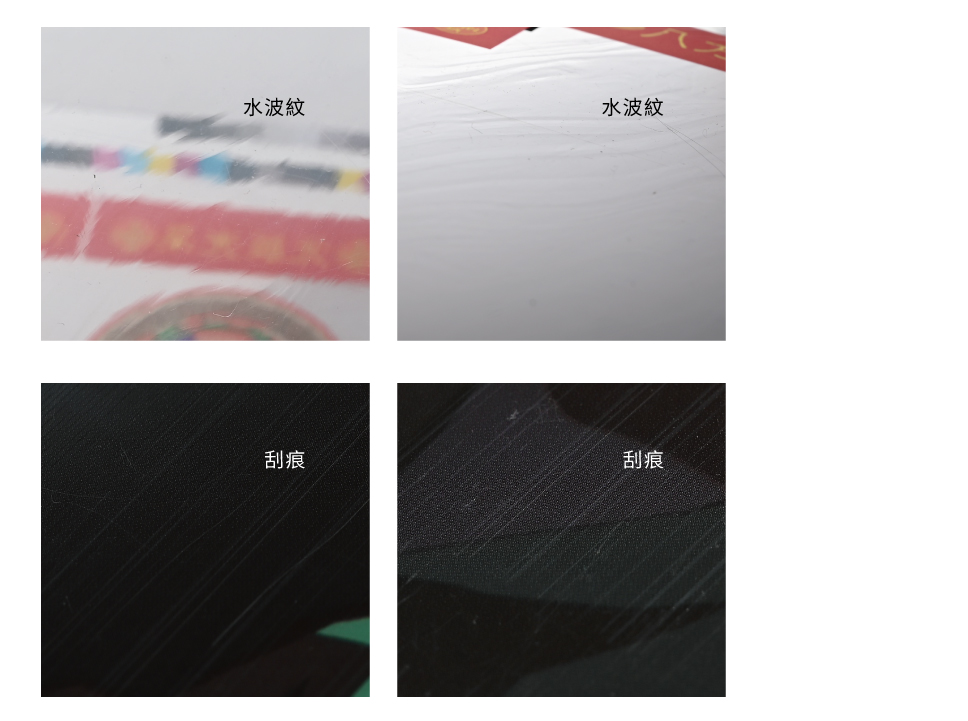
A:全透卡於塑膠製作過程產生的水波紋(如圖),及印刷加工過程中磨擦造成的刮痕(如圖),屬材質適性無法避免的現象,請確認可接受再下訂。
-
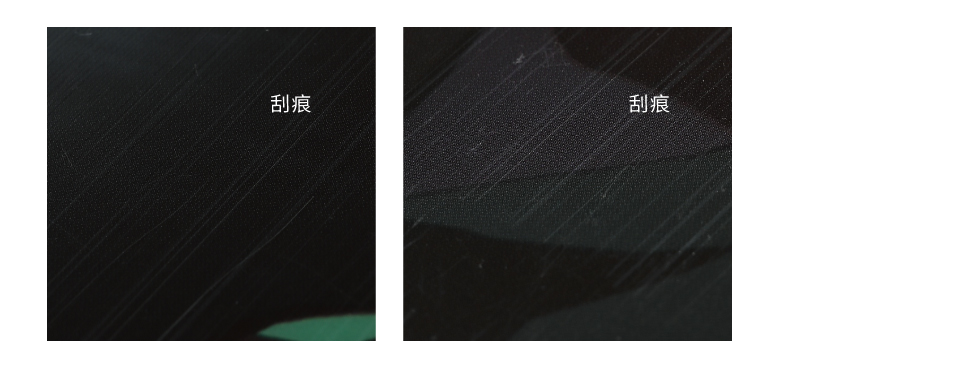
A:透明資料夾因材質適性易於印刷加工過程磨擦造成刮痕(如圖),屬無法避免的現象,深色尤其明顯,請確認可接受再下訂。
-
A:銀箔卡是利用銀箔再裱貼紙張而成,銀箔面於製作、印刷、加工過程中易產生刮痕,屬無法避免的現象,請確認可接受再下訂,建議可追加上亮膜及磨砂減輕刮痕問題。
